
铜包铝母线槽轧制工艺剖析
铜包铝母线槽的轧制工艺其实便是金属固态复合的一个进程,受到压力及加热的影响,铜铝资料之间需要进行以下三个进程:构成物理接触、激活接触表面、铜铝金属之间效果。在轧制进程前,铜铝资料必需要进行中心退火,这对资料的轧制复合效果有很大的影响。假如中心退火的温度比较低,则不能将铜铝资猜中的内部应力彻底消除,会对铜铝资料的康复及再结晶进程构成不利的影响;假如中心退火的温度超越400℃时,铜铝棒材在轧制进程中同样会发生大量的热,两种结合起来会使得金属资料发生较高的温度,容易使铜铝棒材构成金属化合物,影响到铜铝资料的强度,降低了铜铝金属结合面的强度。因此,铜铝轧制复合资料的中心退火温度应当选择350℃与400℃之间。
金属铜在180℃时其表面就容易发生氧化效果了,从而表面会变色,当加工温度超越铜着色温度时,会对铜铝复合资料的界面发生必定的损坏效果,为此,我们在加热进程中必需要采纳必定的措施来进行处理,在加热中可以采纳气氛维护处理铜铝复合资料的结合面。一般情况下,金属的表面露出率与轧制压下率简直相等。在压下率小于其临界值时,金属新鲜表面的露出率比较低,铜铝资料的结合会受到金属氧化层的阻止,对铜铝结合会发生不利的影响;当压下率超越其临界值时,铜铝金属的新鲜表面发生的结合力可以抵消金属氧化层的阻止效果。根据一些资料我们也能发现,铜铝轧制复合压下率最少要可以达到40%以上才干将铜铝资料真正的完成复合,而且增大压下率,铜铝复合资料的强度也会明显提高。因此,铜铝资料的轧制工艺中最关键影响因素为铜铝资料的压下率。
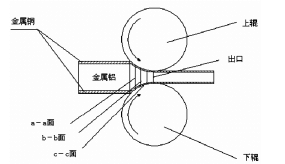
当铜包铝棒材挑选的铝直径为22mm、铜厚度为1mm时,咱们可以挑选轧辊直径为350mm的二辊轧机,将二辊轧机的轧制速度控制在300转/分,中心退火温度挑选为350℃、400℃两种,且每次退火的保温时间至少控制在50min左右。此外,在轧制中,严格控制铜包铝的板材防止其呈现晃动现象,使得铜包铝资料可以平行于轧机的档位板顺利进入轧辊。在轧制进程中必需要确保压下量,确保当时压下量小于前次压下量,防止铜铝复合资料发生较大的变形导致撕裂现象的发生。